The rapid growth of urban infrastructure projects, including shield tunneling, deep piling, and trenchless piping, has made effective construction slurry management critical for maintaining project timelines and meeting environmental compliance requirements.The slurry separation system has emerged as the industry-standard solution for efficient solid-liquid separation. KOSUN offers advanced slurry separation systems designed to meet the demanding needs of modern underground construction.

Technical Core: Multi-Stage Solid-Liquid Separation Process
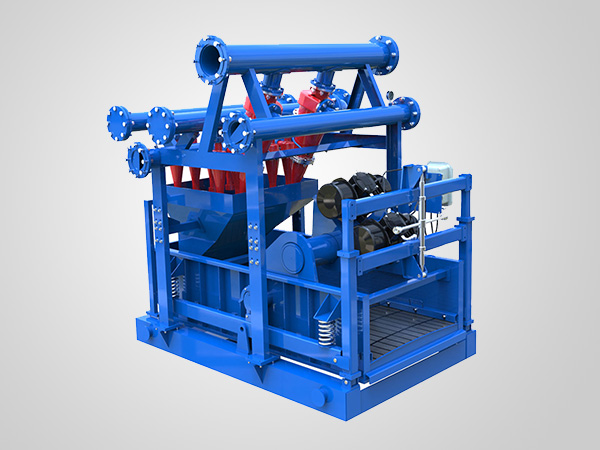
The slurry separation system is an integrated system of solids control units designed for slurry recycling and waste minimization:
Pre-treatment: Scalping screens remove bulk gravel and clay clumps to protect downstream equipment.
Sand & Silt Removal: Desander and desilter hydrocyclones utilize centrifugal force to separate medium-to-fine particles.
Dewatering: For high-clay slurry, chemical conditioning promotes flocculation. Decanter centrifuges and filter presses produce low-moisture filter cakes for easy disposal.
Fluid Reuse: Purified liquid is pumped back for immediate reuse, maintaining a closed-loop operation.
KOSUN’s slurry separation systems integrate high-quality components for reliable, continuous performance in demanding construction environments.

Professional Alignment with Industry Application Scenarios
Slurry separation systems offer high adaptability across four core underground engineering sectors:
Slurry Balance Shield (TBM)
The slurry separation system handles high flow rates while precisely controlling slurry density and viscosity to maintain stable face pressure. KOSUN’s systems are engineered for the demanding conditions of TBM tunneling.
Bored Piling
Provides compact, rapid-deployment solutions for rotary, reverse circulation, and impact drilling. KOSUN designs its piling systems for efficient solids control in confined urban sites.
Diaphragm Walls
Supports trenching with hydraulic grabs or cutters, ensuring slurry stability and trench quality. KOSUN’s diaphragm wall systems deliver consistent performance in challenging ground conditions.
Trenchless Construction
Rapidly purifies slurry in HDD and pipe jacking to minimize urban environmental impact. KOSUN designs its trenchless systems for mobility and efficiency in space-limited environments.
Value Realization: Compliance and Cost Optimization
Environmental Benefits
Slurry separation systems achieve waste minimization at the source, eliminating the pollution risks of traditional mud pits and meeting green construction standards.KOSUN designs its systems for closed-loop operation, minimizing environmental impact.
Economic Benefits
Recycling significantly reduces fresh water and bentonite costs. In addition, dewatered filter cakes reduce waste volume and transportation costs, improving overall operational efficiency.KOSUN’s systems deliver measurable ROI through reduced material consumption and disposal costs.
Conclusion
The slurry separation system is an essential component of modern underground engineering. Optimal system selection requires a scientific analysis of the excavation strata to balance performance and cost-effectiveness. KOSUN provides customized designs tailored to global geological conditions and specific onsite requirements, ensuring reliable performance and maximum value.